Learn about Inventory Positioning in Microsoft Dynamics 365 Supply Chain Management
Posted on: February 15, 2023 | By: Guy Logan | Microsoft Dynamics AX/365, Microsoft Dynamics Manufacturing
Strategic inventory planning is a crucial aspect of supply chain management as it helps organizations to ensure the seamless flow of goods and services to customers. It allows for better control of inventory levels, which in turn helps to minimize stockouts and overstocking, leading to improved customer satisfaction. Strategic inventory positioning involves identifying decoupling points in your supply chain, where you can build up inventory on hand. The purpose of this method is to shorten lead times and cope with disruptions in the supply chain. By having inventory on hand, you can reduce the impact of the “bullwhip effect.” The bullwhip effect occurs when small changes in demand at the retail level result in increasingly larger changes in demand as you move up the supply chain, through the levels of wholesaler, distributor, manufacturer, and raw material supplier.
Continue reading this blog to learn more about how to use the inventory positioning feature in Dynamics 365 Supply Chain Management.
Inventory positioning for manufacturing
This section provides an example that shows how to make inventory positioning decisions if you manufacture a typical pillow product. The pillow has a multi-level bill of materials (BOM), as shown in the following illustration.
 for a pillow product")
Choose your decoupling points
When you’re choosing where to put your decoupling points, consider all the following aspects of each item in the BOM as criteria:
- External variability
- Inventory leverage and flexibility
- Critical operation protection
- Customer tolerance time
- Sales order visibility horizon
- Market potential lead time
In the pillow example, you might put your first decoupling point at the foam billets for the following reasons:
- It’s difficult to source the materials that are used to make the foam billets, and availability is volatile. Therefore, the external variability criterion is met.
- The foam billets can be cut into many different shapes and sizes to create foam inserts for other products that you manufacture, in addition to the pillow. Therefore, the inventory leverage and flexibility criterion is met.
You might then put your next decoupling point at the fabric kit, which is pre-cut pillow fabric. You might choose this point because you have only one fabric cutting machine. Therefore, the critical operation protection criterion is met.
Finally, you might put your last decoupling point at the finished good pillow item. You might choose this point because you have a very low customer tolerance time on sales, and because your sales order visibility horizon is fairly short. Therefore, you want to ensure that you have the on-hand inventory to meet incoming orders. You can also set a higher price by keeping the lead time this short, which is what the market potential lead time criterion refers to.
Based on this analysis, the following illustration shows what the pillow BOM will look like. Yellow inventory symbols highlight the decoupling points.

Calculate your decoupled lead time
This section shows how to calculate your new lead times after you’ve introduced decoupling points.
In the following illustration for the pillow example that was started in the previous section, lead times are shown in gray boxes at the upper left of each BOM component. Boxes that have a red outline indicate items that drive the cumulative lead time (the sum of the longest lead times at each level of the BOM). This lead time is 21 days when you start from scratch.

However, if you apply the decoupling points that you previously chose, the decoupled items will always be in stock. Therefore, they will have a lead time of 0 (zero). The new lead time for the pillow is now just five days: two days to purchase the thread and three days to produce the pillow. This lead time is known as the decoupled lead time.

Strategic inventory positioning in a retail model
Because retailers stock only finished products, BOMs aren’t an issue. However, retailers can still use DDMRP by setting strategic inventory positioning and buffer levels based on storage locations in the distribution network.
The following illustration shows an example of a company that has a distribution center in Seattle, and stores in Boston, Atlanta, and Portland.

You might decide that the transfer time to move a blanket product between the distribution center and the stores violates your customer tolerance time, because your customers expect the blanket to be in stock when they visit. In this case, you will set up a decoupling point for the blanket item at each of the three stores. Each store will have different buffer levels, based on its lead times, demand patterns, and so on.
Next Steps
If you are interested in learning more about how to use inventory planning in Microsoft Dynamics 365 for Supply Chain Management, contact us here to find out how we can help you grow your business. You can also email us at info@loganconsulting.com or call (312) 345-8817.
Related Posts
-
Posted on: July 8, 2026
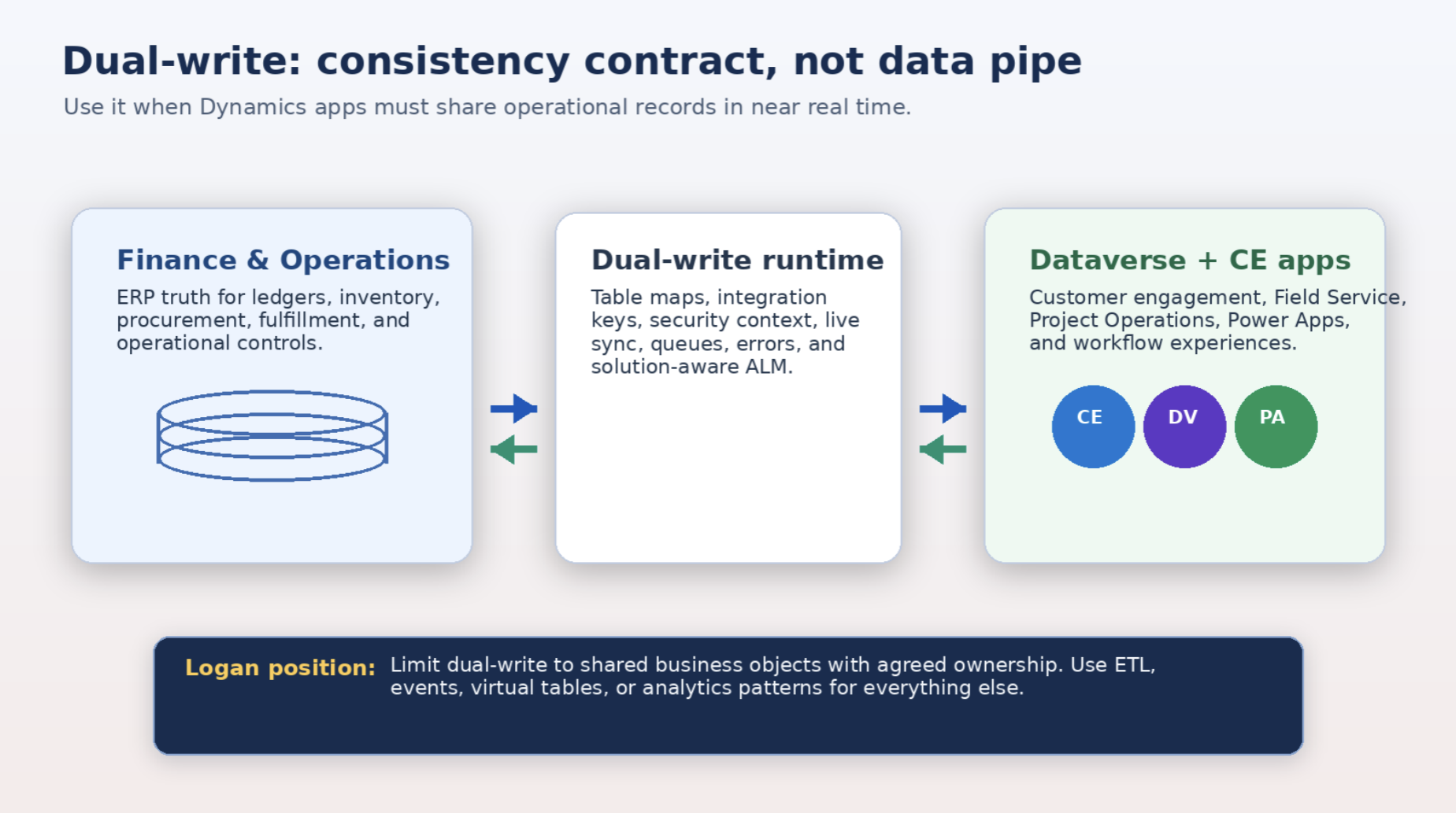
Treat It Like a Consistency Contract, Not a Data Pipe Figure 1. Dual-write is most valuable when it governs shared...
Read More ›
-
Posted on: July 7, 2026
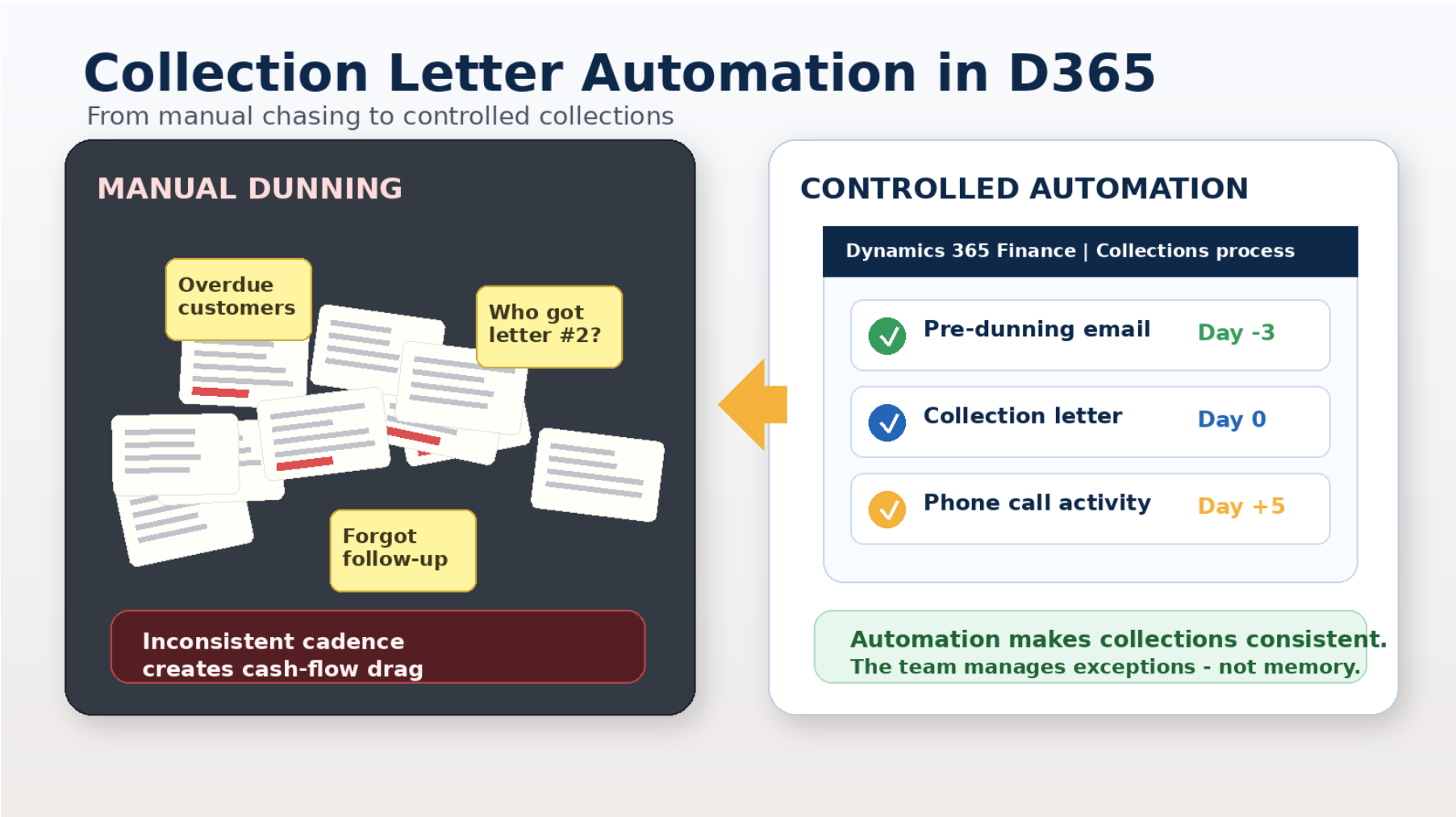
[caption id="attachment_22082" align="aligncenter" width="813"] Collection automation shifts accounts receivable from manual chasing to a controlled, measurable cadence.[/caption] Executive Takeaway Late...
Read More ›