How Dynamics 365 Supply Chain Management Can Help Manufacturing Supply Chains
Posted on: May 9, 2022 | By: Guy Logan | Microsoft Dynamics AX/365, Microsoft Dynamics Manufacturing
Supply chains can be very complicated and difficult to manage. Ensuring supply chain efficiency is crucial, since the network of interconnected businesses must flow smoothly, in order to provide products and services to consumers in a cost-effective and professional manner. By using Microsoft Dynamics 365 (D365), organizations can rest assured that managing their supply chain will be so much easier. D365 helps manufacturing organizations tackle the challenges they face today while also preparing them for tomorrow’s opportunities. Microsoft Dynamics assists in many ways whether it’s enabling workforce transformation and enterprise resource planning (ERP) modernization, helping navigate disruptions by increasing supply chain visibility and improving insights, or even standing up reverse supply chains and circular economies. This blog will discuss these three advantages of having D365 in more detail.

The manufacturing sector has faced labor shortages for some time now, but the pandemic has exacerbated this challenge. This has led many to double down on efforts to utilize technology as a means of offsetting the headwinds caused by ongoing labor shortages.
We see this in manufacturers accelerating workforce transformation of shop floor operations and increasing their utilization of industrial robotics, IoT sensors, AI, and intelligent automation. As these organizations create smarter and more connected factories, they are, in effect, increasing the workforce’s productivity, and this is one means of easing the constraint that labor shortages can have on output.
As businesses continue to forge a path out of the pandemic, many find that their current supply chain technologies are ill-equipped for an environment characterized by ongoing disruptions, constraints, and shortages. Additionally, successfully implementing AI-enabled supply-chain management has enabled early adopters to improve logistics costs by 15%, inventory levels by 35%, and service levels by 65%, compared with slower-moving competitors. This has led to increased investment in advanced supply chain solutions that can connect disparate systems, unify data, increase supply chain visibility, and utilize artificial intelligence to push actionable insights to decision-makers.
Reverse supply chains and circular economies
More and more companies are working to make our world sustainable by embracing environmental, social, and governance goals. One way that manufacturing organizations are improving sustainability is by standing up circular economies. Circular economy, or circularity, is rooted in reverse supply chain management, which deals with what happens after a product’s useful life. 51% of supply chain professionals expect the emphasis on the circular economy to increase in the two years following the COVID-19 crisis.
As focus ramps up on circular economy strategies, it’s important to understand that reverse supply chain management in manufacturing requires different operational processes. To state the obvious, manufacturers cannot simply accept end-of-life products at existing factories and warehouses. Depending on the complexity of the product and its recoverable raw materials, separate operations are needed to receive, inspect, sort, and refurbish raw materials before they can be reused.
Next Steps
If you are interested in learning more Microsoft Dynamics 365 for Supply Chain Management, contact us here to find out how we can help you grow your business. You can also email us at info@loganconsulting.com or call (312) 345-8817.
Related Posts
-
Posted on: July 7, 2026
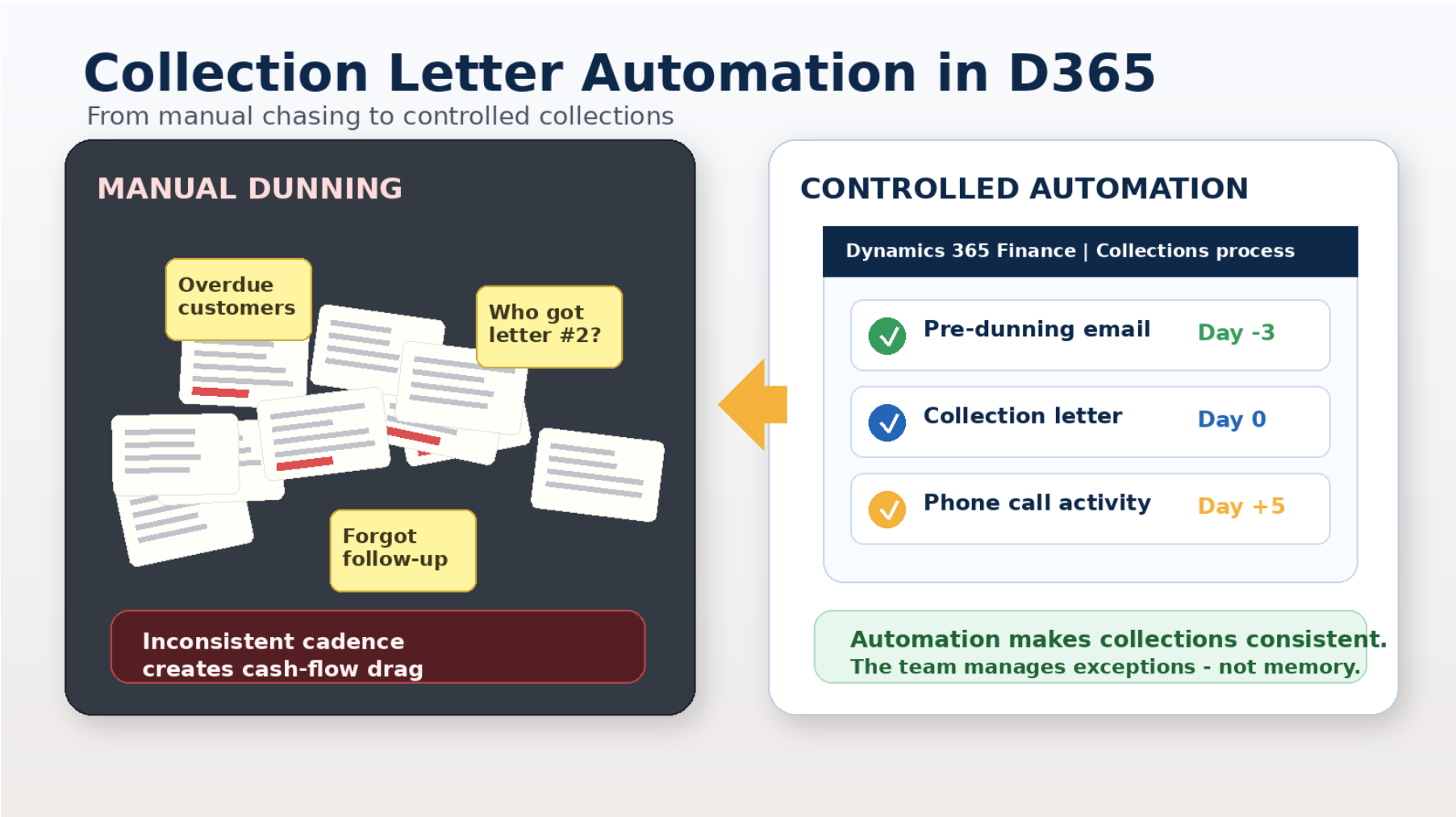
[caption id="attachment_22082" align="aligncenter" width="813"] Collection automation shifts accounts receivable from manual chasing to a controlled, measurable cadence.[/caption] Executive Takeaway Late...
Read More ›
-
Posted on: July 2, 2026
Email configuration in Dynamics 365 Finance & Operations is one of those topics that sounds simple until it is...
Read More ›